A Detroit plant manager usually doesn’t struggle to justify a new controls upgrade, a server refresh, or replacing aging engineering workstations. The hard part starts when the retired equipment begins piling up in a staging room. Some of it still holds value. Some of it contains sensitive production, financial, or employee data. Some of it sits in the gray area between “old IT” and “operational equipment” because it came out of a CNC cell, quality lab, or warehouse system.
That’s where IT Asset Disposition for Manufacturers in Detroit becomes operational, legal, and financial at the same time. In this market, you’re not dealing with a generic office cleanout. You’re dealing with embedded PCs on the floor, aging HMIs, servers tied to plant systems, engineering laptops, network gear, backup drives, and equipment that may be subject to audit long after it leaves the building.
The Modern Manufacturer's Challenge Decommissioning IT Assets
Monday morning after a weekend shutdown, a plant manager walks past a fenced staging area and finds retired HMIs, engineering laptops, network switches, backup drives, and a few industrial PCs stacked on pallets waiting for pickup. Production needs the space back. IT needs proof that data will not leave the site exposed. Finance wants to know what still has resale value. This is the decommissioning problem in a Detroit manufacturing plant.
IBM's 2024 Cost of a Data Breach Report puts the average breach cost at $4.88 million, which is why retired hardware deserves the same control discipline as active hardware, especially in facilities handling design files, employee records, supplier data, and plant system credentials, as outlined in IBM's Cost of a Data Breach Report.

What decommissioning really looks like in a plant
Plant decommissioning rarely happens in a clean, centralized batch. It shows up in waves tied to projects. A controls retrofit pulls operator stations off a line. A warehouse system upgrade retires scanners and access points. Engineering replaces laptops that still contain CAD assemblies, testing records, and customer specifications. A server room cleanup turns up old arrays and backup media nobody wants to claim.
That creates pressure from three directions.
- Security pressure: SSDs, hard drives, and embedded flash storage may still hold sensitive data.
- Operational pressure: Floor space, maintenance rooms, and staging areas cannot stay blocked by retired equipment.
- Value pressure: Finance needs to know what can be redeployed, refurbished, sold, or written off.
In weak programs, one function wins and the others absorb the risk. Operations clears space before chain of custody is set. IT wipes what it can identify but misses embedded storage in plant equipment. Finance chases recovery value without enough rules around downstream processing. The result is predictable. Missing serial numbers, incomplete certificates, uncertain ownership, and no clean audit trail.
A better approach starts earlier. Before assets are unplugged, the plant needs a documented IT asset disposition strategy for secure planning and control.
Why Detroit manufacturers need a different playbook
Detroit plants deal with a harder mix than a standard office closure. The asset pool usually includes office endpoints, but it also includes line-side workstations, rack servers tied to plant systems, barcode equipment, lab devices, removable media, and PCs mounted inside production enclosures. Some assets are easy to identify in CMDB records. Others sit in the gap between OT and IT, which is where mistakes happen.
That local manufacturing environment also changes the speed of the job. Shutdown windows are tight. Union labor rules, dock scheduling, contractor access, and safety protocols can limit when equipment moves and who can touch it. A generic cleanout vendor may be able to haul pallets. That does not mean they can work inside an active automotive or industrial facility without creating security or production problems.
Use a simple rule. If the device ever connected to your network, stored production data, or supported a regulated business process, hold it as a controlled asset until disposition records prove otherwise.
Physical logistics matter too. Plant teams planning consolidation, migration, or temporary staging often assess space, access routes, utilities, and loading constraints with the same discipline used for commercial data center properties. The same thinking applies here. Where the assets sit, who can access them, how they leave the building, and when custody changes hands all affect risk, compliance, and recovery value.
The plants that handle ITAD well treat it as part of plant operations. Done right, it cuts exposure, supports audits, clears space faster, and returns value from equipment that still has a secondary market.
Assembling Your Detroit ITAD Framework
A Detroit plant usually feels the pressure before anyone calls it an ITAD project. A line upgrade is scheduled. Engineering wants old HMIs out of the way. IT has retired laptops stacked in a locked room. Finance wants write-offs closed this quarter. If those streams meet for the first time at the loading dock, mistakes follow. The framework has to be set before the first asset tag is checked.
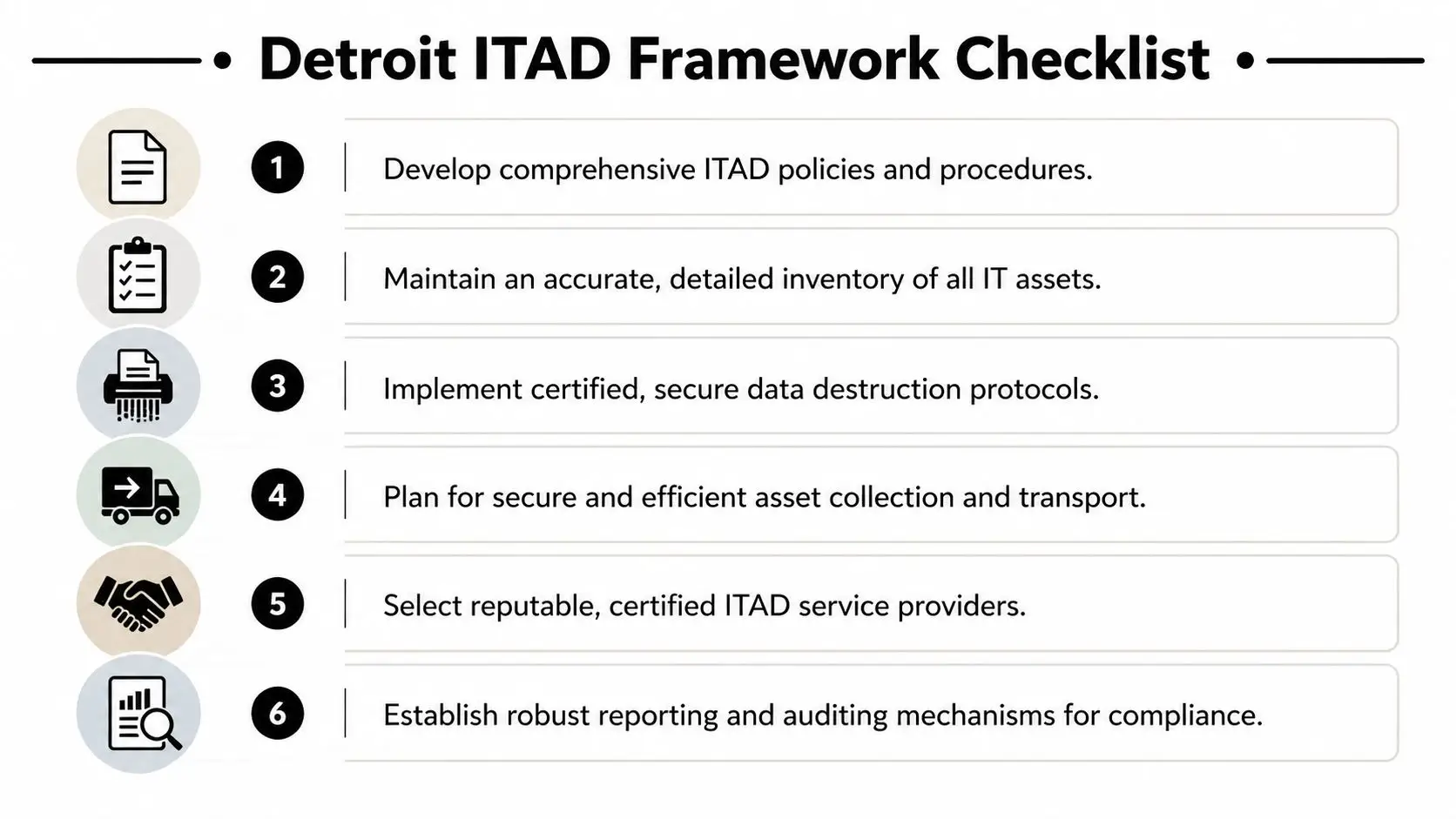
Good ITAD work is predictable. The plant knows what is leaving, security knows what data handling standard applies, and finance knows which assets still have market value. That level of control starts with a written playbook that defines ownership, approval paths, asset categories, sanitization requirements, transport controls, and final reporting. If your team needs a planning baseline, this guide on how to implement an IT asset disposition strategy is a useful reference.
Build the team before the backlog appears
Manufacturing sites get into trouble when one group tries to run disposition alone. IT can identify systems, but IT does not control dock access or production timing. Operations can clear space, but operations should not be deciding whether a drive gets wiped, shredded, remarketed, or held for retention.
Set the team up as a plant process, not a one-time cleanup project.
A workable group usually includes:
- IT leadership: They identify devices, storage types, software dependencies, and domain or network relationships.
- Operations or plant management: They set access windows, labor coordination, and production constraints.
- Finance: They decide what qualifies for resale, write-off, or scrap treatment.
- Compliance or legal: They confirm retention requirements and documentation standards.
- Facilities or EHS: They handle staging controls, safety requirements, and environmental handling.
This team does not need standing meetings forever. It does need a named owner for each event, whether that is a controls refresh, office consolidation, lab cleanup, or server room shutdown.
Expand your asset list beyond desktops
Manufacturers lose value when the inventory is too narrow. Office devices are only part of the picture. A usable inventory should capture device type, manufacturer, model, serial number, installed storage, software or role, location, and physical condition. The National Institute of Standards and Technology has long treated accurate media and asset identification as a prerequisite to proper sanitization and disposition planning in its media sanitization guidance.
That discipline matters in Detroit plants because secondary market value often sits in places corporate teams overlook. Industrial PCs, newer network gear, engineering workstations, handheld scanners, and some test equipment may still have resale potential if they are identified early and removed without damage. The opposite is also true. Embedded storage inside older plant systems can turn a routine pickup into a data handling problem if nobody cataloged it first.
Use categories that reflect plant reality:
| Asset category | What to include |
|---|---|
| End-user devices | Laptops, desktops, tablets, handhelds |
| Infrastructure | Servers, storage arrays, switches, firewalls, backup appliances |
| Industrial IT | HMIs, industrial PCs, edge devices, plant-floor workstations |
| Peripheral media | External drives, loose hard drives, SSDs, tapes |
| Specialized systems | Lab computers, test stations, engineering gear with embedded storage |
Define the decision rules early
Every asset should go down an approved path. Plants that decide case by case on the dock usually destroy resale value, miss documentation, or move media before anyone has approved the handling method.
Use a simple decision model:
- Can the asset be redeployed internally?
- If not, does it have resale value after testing and grading?
- If not, does the storage media require destruction first?
- If no remarketing path makes sense, recycle it through a documented downstream process.
Write those rules before pickup day. Then attach them to practical operating measures that matter inside a plant: full inventory visibility, documented custody, approved final disposition, cleared staging areas, and no loose media left in maintenance shops, cabinets, or server closets.
That is the difference between a clean plant-level process and a costly scramble. In Detroit manufacturing, the better framework does more than reduce risk. It protects audit readiness, keeps shutdown work on schedule, and turns retired equipment into recovered value instead of mixed scrap.
Mastering Data Destruction and Chain of Custody

A Detroit plant shuts down a packaging line for replacement over the weekend. By Monday, the line is gone, three industrial PCs are sitting on a mixed pallet with scrap electronics, and one loose SSD is in a maintenance drawer because nobody knew which machine it came from. That is how data risk starts in manufacturing. Not with a hacker. With rushed decommissioning, unclear ownership, and weak custody records.
Manufacturers carry sensitive data far beyond office laptops. Pricing files, HR records, supplier communications, quality records, engineering files, machine backups, access credentials, and maintenance logs often sit on HMIs, plant-floor workstations, test stations, servers, and removable media pulled from retired equipment.
The rule should be simple. No asset leaves controlled custody until there is a recorded disposition decision for its data-bearing media. Teams reviewing secure data destruction services for retired business electronics often focus on shredding first. In practice, custody control and proof matter just as much as the destruction method.
Erasure only counts if you can prove it
Plant personnel often say a drive was wiped before pickup. Sometimes that is true. Sometimes the wipe failed, the wrong standard was used, or the asset never completed the process because the device was unstable. In a manufacturing environment, those exceptions are common. Older industrial PCs, failed SSDs, and embedded storage from line equipment do not always cooperate.
A verbal confirmation does not close the risk. Neither does a handwritten pallet note or a vendor summary that only shows total counts. A defensible process ties each asset or media item to a documented result, with exceptions flagged and resolved before final disposition. The target is straightforward. No unexplained gaps, no orphaned drives, and no point where an auditor or customer has to trust memory.
Match the destruction method to the asset and the business case
There are three standard paths, and each has trade-offs.
- Data wiping: Best for working devices that may be redeployed or sold. It preserves resale value, but only if the media is functional and the wipe result is recorded against the specific asset.
- Degaussing: Useful for certain magnetic media. It can be effective, but it destroys reuse potential and does not apply to every media type.
- Physical destruction: The right choice when policy requires it, the device is damaged, the data is highly sensitive, or reuse is not worth the risk.
Detroit manufacturers usually need more than one method in the same project. Office laptops may be wiped and resold. Failed server drives from a production system may go straight to shredding. Legacy plant equipment with unknown storage history often deserves a more conservative decision, especially if it touched production recipes, proprietary process settings, or regulated records.
Chain of custody has to survive an audit and a plant shutdown
Good custody records follow each asset from the workcell, office, lab, or server room through final disposition. That means serialized tracking or another unique identifier, documented handoffs, processing status, and final outcome. If a drive was pulled from a machine before pickup, the record should still tie that media back to its source equipment and location.
At a minimum, the record should show:
- Pickup details: Site, date, department, contact, and item count
- Asset identifiers: Serial number, asset tag, model, and media type
- Custody events: Who released it, who received it, and when each handoff occurred
- Processing results: Wiped, shredded, tested, recycled, or remarketed
- Exceptions: Missing tags, damaged media, unlisted devices, or count variances
- Final proof: Certificate of destruction or disposition reporting tied to the serialized record
I tell plant managers the same thing every time. If you cannot trace a drive from the machine it came out of to its final destruction record, you do not have a controlled process.
What holds up in the real world
The plants that avoid trouble use locked staging areas, tamper-evident containers for loose media, pre-labeled collection points, and count reconciliation at every transfer. They separate whole systems from loose drives. They also require exception reports for anything that does not match the pickup manifest.
The failures are predictable. Mixed pallets. Shared staging areas. Departments retiring equipment on their own. Drives removed during maintenance with no update to the asset record. Those mistakes do more than create paperwork problems. They weaken audit readiness, increase the chance of missed media, and turn a manageable ITAD event into an investigation.
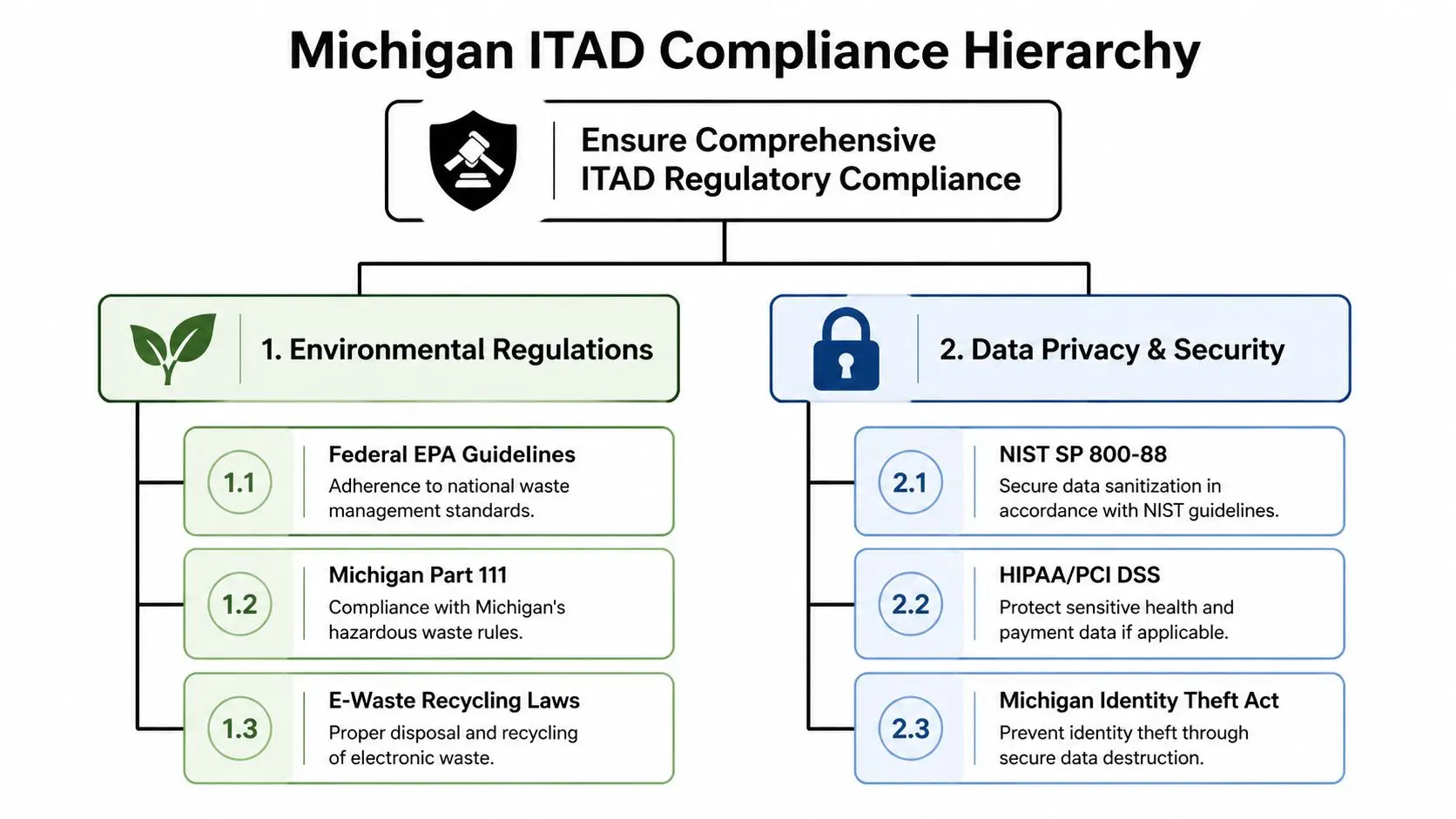
Navigating Detroit and Michigan's Regulatory Maze
Manufacturers don’t need a legal seminar on end-of-life electronics. They need a working map of which rules matter, which records prove compliance, and where mistakes usually happen. For Detroit plants, that map has three layers: environmental obligations, data protection obligations, and industry-specific control requirements.
Michigan’s broader e-waste management situation is discussed in EGLE’s 2023 Mega Data Report, and the global backdrop is sobering. The ITAD market analysis covering Michigan context notes 62 million metric tons of e-waste generated worldwide in 2024, with only 22.3% formally recycled. That’s why manufacturers need documented compliance, not informal disposal. If you need a local recycling starting point, this resource for electronics recycling in Michigan is a practical directory-style reference.
Federal obligations that affect retired electronics
Federal rules come into play because electronics can contain regulated materials and because data-bearing devices often fall under broader governance frameworks. In manufacturing, federal concerns usually show up in two forms.
First, environmental handling matters. Electronics aren’t ordinary trash. The wrong disposal path can create hazardous-waste issues depending on the device type and its components.
Second, records matter. A plant may need to show not only that equipment left the site, but also that the final downstream handling was appropriate and documented.
State oversight and Michigan-specific expectations
Michigan adds its own compliance reality through environmental oversight and practical enforcement expectations. That means your disposition records should be good enough to satisfy internal EHS review, external audit, and any downstream vendor verification.
A useful rule is to treat every load as if someone will ask later:
- What exactly left the facility?
- Which items contained data?
- Which items were destroyed versus recycled?
- Who handled the load after pickup?
- What documentation closes the file?
If your current answer is “the vendor took care of it,” your documentation is weak.
Industry-specific obligations for Detroit manufacturers
Detroit manufacturers often operate across multiple compliance frameworks at once. The local asset recovery guidance for industrial clients points to regulations such as HIPAA 45 CFR §164.312, SOX Section 404, and EPA 40 CFR Part 260 in the context of certified ITAD programs for Southeast Michigan manufacturers. That matters because one retired server can hold financial controls evidence, employee information, and operational data at the same time.
Here’s a practical breakdown:
| Compliance area | What auditors care about in ITAD |
|---|---|
| Environmental compliance | Proper handling, approved recycling, and downstream accountability |
| Financial controls | Proof that retired hardware containing business records was controlled and documented |
| Sensitive data protection | Evidence that data-bearing devices were sanitized or destroyed using approved methods |
Audit mindset: Your ITAD file should tell a complete story without relying on anyone’s memory.
Certified vendors help because they provide chain-of-custody records, serialized certificates of destruction, and documented final outcomes. But the manufacturer still owns the internal side of compliance. Retention, approval authority, and disposition policy all begin inside the plant. The vendor should strengthen that structure, not replace it.
Choosing the Right ITAD Partner in Metro Detroit
Vendor selection shapes the entire outcome. A mediocre provider can make a good internal process fail. A strong provider can tighten controls, improve reporting, and reduce the burden on plant staff.
Many Detroit manufacturers make a basic mistake. They compare haulers instead of comparing ITAD operators. Pickup capacity matters, but it’s only one line item. The better question is whether the partner can handle industrial environments, data-bearing devices, mixed asset streams, and audit-grade documentation without creating extra work for your team.
Use a scorecard, not a sales pitch
A vendor review should be structured enough that two different managers would reach roughly the same conclusion. Build a short scorecard and insist on evidence for each item.
Core evaluation points should include:
- Certifications: R2v3 and NAID AAA are the baseline credentials many manufacturers look for because they signal environmental process discipline and data-destruction controls.
- Serialized reporting: Ask whether every device can be tracked individually, especially loose media and equipment from plant-floor environments.
- Logistics competence: Can the provider manage pallets, cages, dock scheduling, and awkward industrial hardware, not just boxed office laptops?
- Exception handling: What happens when untagged drives, damaged systems, or extra assets appear mid-project?
- Downstream transparency: Can they explain where reuse, recycling, and destruction happen?
- Insurance and contractual clarity: Data breach coverage, liability terms, and documented responsibilities should be explicit.
A useful local benchmark is whether the provider can support both straightforward items like laptop disposal in Detroit, Michigan and more complex mixed-asset pickups without changing their control standard.
What a strong plant-ready vendor does differently
Good vendors ask smart questions before pickup day. They want site contacts, dock constraints, forklift access, asset categories, and media handling requirements in advance. That’s a positive sign because it means they’re planning custody, not just transportation.
Weak vendors usually overpromise simplicity. They treat all loads the same, rely on generic manifests, and leave ambiguity around grading, destruction, and downstream processing.
Look for signs of maturity in how they answer practical questions:
- How are serialized lists reconciled if actual pickup counts differ?
- Can they separate high-value equipment from mandatory-destruction equipment on the same job?
- How do they document chain of custody for drives removed from industrial systems?
- What reports do they issue at pickup, processing, and final disposition?
- How do they handle equipment suitable for donation, reuse, or social-impact programs?
The best ITAD partner for a manufacturer isn’t the one with the shortest brochure. It’s the one whose process still makes sense when your project includes servers, loose drives, plant-floor gear, and a surprise pallet from engineering.
Why social impact can belong on the scorecard
This isn’t soft criteria. For many organizations, especially those with ESG or community engagement goals, responsible reuse and donation pathways matter. A social enterprise model can support digital inclusion and community benefit while still maintaining strong data and environmental controls.
That only counts if the technical side is solid first. Security, documentation, and compliance come before any feel-good narrative. But once those are in place, social impact becomes a legitimate differentiator rather than marketing decoration.
Maximizing Value Recovery and Sustainability Impact
A Detroit plant shuts down a packaging line for a controls upgrade, and the retired hardware starts piling up fast. HMIs, thin clients, network switches, engineering laptops, loose drives, and a few newer servers all end up in the same staging area. If that material goes out as scrap, the plant absorbs avoidable cost, loses recoverable value, and weakens its sustainability records at the same time.
Manufacturing ITAD works better when disposition starts with triage, not destruction. The first decision is commercial and operational. What can be reused, what can be sold, what needs certified destruction, and what belongs in commodity recycling. Programs built around remarketing and resale evaluation usually perform better because they force those decisions before equipment is mixed into a low-value outbound load.

Where the financial value actually comes from
Recovery value is uneven. A three-year-old mobile workstation, a current firewall, and a lot of obsolete LCD monitors should not be priced or handled the same way. Detroit manufacturers usually see the best returns from newer laptops, servers, networking gear, and business-class endpoints with enough remaining service life to justify testing, grading, and resale.
Industry guidance from IT asset disposition specialists indicates that resale and recovery credits can offset a meaningful share of disposition cost for the right asset mix, often in the range of 30 to 60 percent in well-managed programs, according to SERI's guidance on extending equipment life through reuse and responsible recycling. That result depends on condition, age, data sanitization requirements, and how well the plant separates marketable assets from destruction-only material before pickup.
In practice, value recovery rises or falls on segregation. If newer rack servers are stacked with broken peripherals and unsorted e-scrap, the resale path gets harder and the processing cost goes up.
A practical sorting model looks like this:
| Asset condition | Best path |
|---|---|
| Current, functional, clean inventory | Test, grade, remarket or redeploy |
| Functional but older | Bulk resale, parts harvesting, or controlled donation |
| Damaged or obsolete with data-bearing media | Destroy media, then recycle remaining commodity materials |
| No market value | Environmentally compliant recycling |
Sustainability reporting needs disposition data, not broad claims
For Detroit manufacturers, sustainability reporting is tied to customer expectations, internal audit pressure, and supplier scorecards. OEMs and larger industrial buyers increasingly ask for proof that retired electronics were reused, recycled, or destroyed through a documented process.
That proof should come from the disposition record itself. Reuse counts, downstream recycling data, serialized destruction records, and commodity recovery summaries give EHS, procurement, finance, and compliance teams one set of facts to work from. That matters in manufacturing environments where ITAD is no longer just an IT cleanup exercise. It affects ESG reporting, supplier reviews, and how a plant explains end-of-life handling during audits or customer questionnaires.
What improves recovery, and what cuts into it
Plants that recover more value tend to do a few things consistently. They separate resale candidates before packing. They keep power supplies, docking stations, rails, and other matched components with the base unit when those items affect resale price. They also retire assets on a schedule instead of waiting until storage rooms are overcrowded and condition has deteriorated.
The common failure points are predictable. Equipment sits too long in uncontrolled storage. Assets from office refreshes get mixed with plant-floor equipment that requires destruction. Inventory notes are too vague to support grading. By the time the load is processed, the best equipment has lost resale value or cannot be sold with confidence.
A disciplined Detroit ITAD program measures three outcomes clearly: reduced risk, recovered value, and documented environmental performance. That is how manufacturers turn end-of-life hardware from a disposal line item into a controlled process that protects the plant, supports compliance, and returns real dollars where the asset mix allows it.
Frequently Asked Questions for Detroit Manufacturing ITAD Programs
Most manufacturing ITAD questions surface after the first inventory review. The easy assets are obvious. The difficult questions involve mixed environments, lower-volume supplier operations, and projects where security, logistics, and recovery value pull in different directions.
For Detroit’s Tier 2 and Tier 3 suppliers, the financial side deserves an honest answer. A local Detroit service-area discussion notes that mid-market manufacturers often recover only 20 to 40% of asset value, compared to 60%+ for enterprises, and that avoiding bundled services that inflate costs is key for low-volume clients, as outlined in this Detroit ITAD FAQ focused on supplier realities.
FAQ for Detroit Manufacturing ITAD
| Question | Answer |
|---|---|
| How often should a plant run ITAD events? | Run them on a schedule tied to refresh cycles, moves, decommissioning projects, and accumulation risk. Waiting until rooms are full usually increases custody errors and makes inventory cleanup harder. |
| Should plant-floor equipment follow the same process as office IT? | The control standard should be the same, but the handling workflow may differ. Industrial equipment often needs coordination with maintenance, controls engineers, and production scheduling before removal. |
| Is on-site shredding always the best option? | Not always. It’s appropriate for highly sensitive media or policy-driven destruction requirements, but some devices hold more value if sanitized and remarketed. The method should match the asset and data risk. |
| What’s the biggest mistake manufacturers make? | Assuming erased means safe without validating the record. Missing serials, loose drives, and undocumented exceptions create more exposure than most teams expect. |
| Can smaller suppliers get positive ROI from ITAD? | Sometimes, but it depends on asset mix, logistics, and service structure. Lower-volume firms should be careful with bundled pricing that hides transport, processing, or destruction costs inside broad project fees. |
| What documents should we keep after a project? | Keep the inventory, pickup record, chain-of-custody details, destruction certificates where applicable, final disposition reports, and internal approvals. Your file should stand up to audit without relying on verbal explanations. |
| What if we have a mix of reusable and non-reusable devices? | Separate them early. Projects go smoother when the remarketing stream, destruction stream, and recycling stream are identified before pickup day. |
| How do donation programs fit into ITAD? | Donation can make sense for suitable devices after approved data handling and functional review. For some companies, that adds community value alongside environmental benefit, but security controls still come first. |
Practical answers for Detroit suppliers
Low-volume manufacturers need to think differently from enterprise plants. You probably won’t have the same resale advantage, and you may not be generating enough material at one time to justify a broad-service model with premium handling built into every pickup.
That means your best moves are usually operational, not theoretical:
- Pre-sort assets internally: Don’t pay a provider to discover obvious categories you can separate yourself.
- Identify negative-value items early: Obsolete monitors, damaged peripherals, and low-demand hardware can drag down the economics of the whole load.
- Request line-item clarity: If pricing is bundled, ask what portion reflects transport, destruction, sorting, and recycling.
- Time pickups carefully: Combining enough approved material into one controlled event can improve economics without sacrificing custody.
- Keep donation and resale distinct from scrap: Once everything is mixed together, it’s much harder to preserve value.
When to escalate the project internally
Some jobs shouldn’t be handled as routine surplus disposal. Escalate when any of the following are true:
- Multiple departments are involved and no one owns the full asset list.
- The load includes servers, storage, or loose media from production or finance systems.
- The project is tied to a closure, relocation, or major controls upgrade and will generate unexpected assets.
- You need audit-ready proof for a customer, regulator, or internal governance team.
In those cases, the process should be run like a controlled decommissioning event rather than a basic recycling pickup.
Small and mid-sized manufacturers usually improve ITAD results fastest by tightening scope, unbundling costs, and separating value-bearing assets from pure recycling streams before a vendor ever arrives.
Detroit manufacturers that do that well usually discover the same thing. ITAD doesn’t have to be a black box. It can be a documented operating process that protects data, supports compliance, and creates a cleaner financial outcome than is commonly anticipated.
If your business is planning an office cleanout, plant technology refresh, secure data destruction project, or broader electronics recycling program, Reworx Recycling can help you donate old equipment, schedule a pickup, and build a responsible IT equipment disposal process that supports both sustainability and community impact.




{kind=link}